


Reduction in Egg Roll Temperature Project Example
Reduction in Egg Roll Temperature Project Example
Couldn't load pickup availability
Food manufacturer reduces WIP and lead time, saving $100,000 with a 4.8-month payback period
--
Kahiki Foods Inc. manufactures Asian-style frozenfoods. In 2008, Kahiki produced more than 5 million egg rolls. Of the company's product assortments, egg rolls took the longest time to ready for shipping because the temperature of the cooked egg rolls was too high and variable after initial freezing.
To address the issue, Kahiki had inserted a second freeze step, but this created large amounts of work in process (WIP) and required significant additional material handling. Now faced with a waste issue, Kahiki focused a DMAIC project on improving the process capability of the first freeze step, post frying.
A cross-functional team, led by an industrial engineering student and Green Belt candidate from the integrated systems engineering department at The Ohio State University, successfully applied Lean Six Sigma to the egg roll temperature problem.
Define
Prior to starting the DMAIC project, the team created a scoping document to operationally define the defect that was occurring. The United States Department of Agriculture (USDA) requires that all frozen foods be below 40 degrees Fahrenheit before they are packaged.
According to historical data (before October 2008), egg roll temperatures in the original baseline process (fry to post spiral freeze) ranged in the 40s and 50s. In order to see the value-added and non-value-added activities of the process, the entire egg roll production value stream was mapped and…
Measure
In order to reduce the wasted time, energy, transport costs and labor involved in the additional freeze step, it was important to gain a more detailed understanding of the currentstate process.
Although the temperature of the egg rolls on exit from the spiral freezer had been captured by quality assurance (QA), we decided to do a parallel measurement to check the reliability and reproducibility of the primary Y measurement system. A plan was created to…
Analyze
As we made the quick-win adjustments, careful longitudinal data tracking was maintained to understand the impact of these adjustments and the size of the gap that remained.
These readings were charted along with outputs tracked during October. There was a noticeable decrease in...
Improve
To address the remaining gap in temperature, adjustments were made to the belt speed of the conveyor inside the spiral freezer in order to increase…
Control
A control plan is being utilized to monitor the new process capability of the egg roll freezing process.
The plan calls for monitoring the following: internal egg roll temperature on exit from the spiral freezer, machine settings and the throughput of egg rolls each shift. Throughput was measured to ensure that consequential metrics were…
Authors
Scott Sink is the program director for LeanSigma certification in the College of Engineering and Integrated Systems Engineering at The Ohio State University. He holds a doctorate in industrial and systems engineering.
Ben Chen completed his bachelor's of science in integrated systems engineering at Ohio State, and this project was his capstone senior design project. Jeff Michalski is a Black Belt and was the manager of quality at Kahiki when this project was completed.
[caption id="attachment_17150" align="alignnone" width="1250"]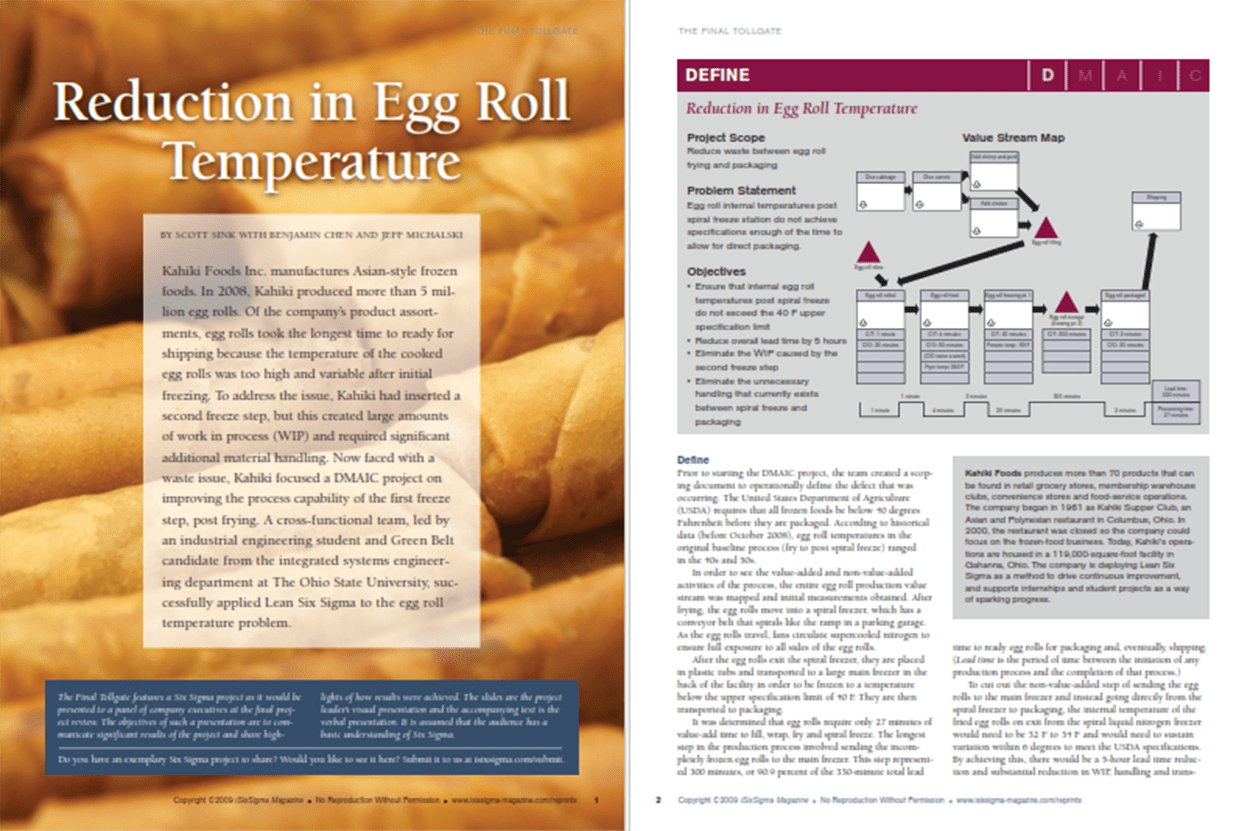 Sample image for project example[/caption]
Sample image for project example[/caption]
Open Source Six Sigma
More products from iSixSigma